




 Сегодня наша статья вновь посвящена полимерно-порошковому покрытию, но уже не со стороны оценки и сравнительного анализа по отношению к другим красящим материалам, а в контексте технологии и этапов нанесения порошковой краски на металлоконструкции.
Сегодня наша статья вновь посвящена полимерно-порошковому покрытию, но уже не со стороны оценки и сравнительного анализа по отношению к другим красящим материалам, а в контексте технологии и этапов нанесения порошковой краски на металлоконструкции.
Ранее в статье мы выяснили, что без специального покрытия металлические элементы могут покрываться ржавчиной, в результате чего, теряется презентабельность любого металлического изделия. Порошковое покрытие не только помогает приобрести и сохранить изделию эстетичный вид и декоративность, но и защищает от агрессивных воздействий внешних факторов.
Технология порошкового покрытия значительно отличается от нанесения, например, алкидной эмали кисточкой и предполагает наличие специальной камеры полимеризации, пистолета – распылителя и соответственно самой краски.
Этапы окрашивания
Первый и самый важный этап подготовка металлоконструкции к окрашиванию.
Чтобы запустить процесс окрашивания, необходимо произвести механическую очистку металла от загрязнений и ржавчины. Даже при малейшей коррозии краска не будет держаться и начнет ссыпаться. Поэтому, наша компания закупает только чистый металл без следов загрязнений. Однако даже такой материал проходит тщательную проверку и чистку. После зачистки металла происходит обезжиривание защищающим от коррозии и улучшающим износостойкость фосфатирующим составом СФ-11 и сушка поверхности.
Нанесение краски.
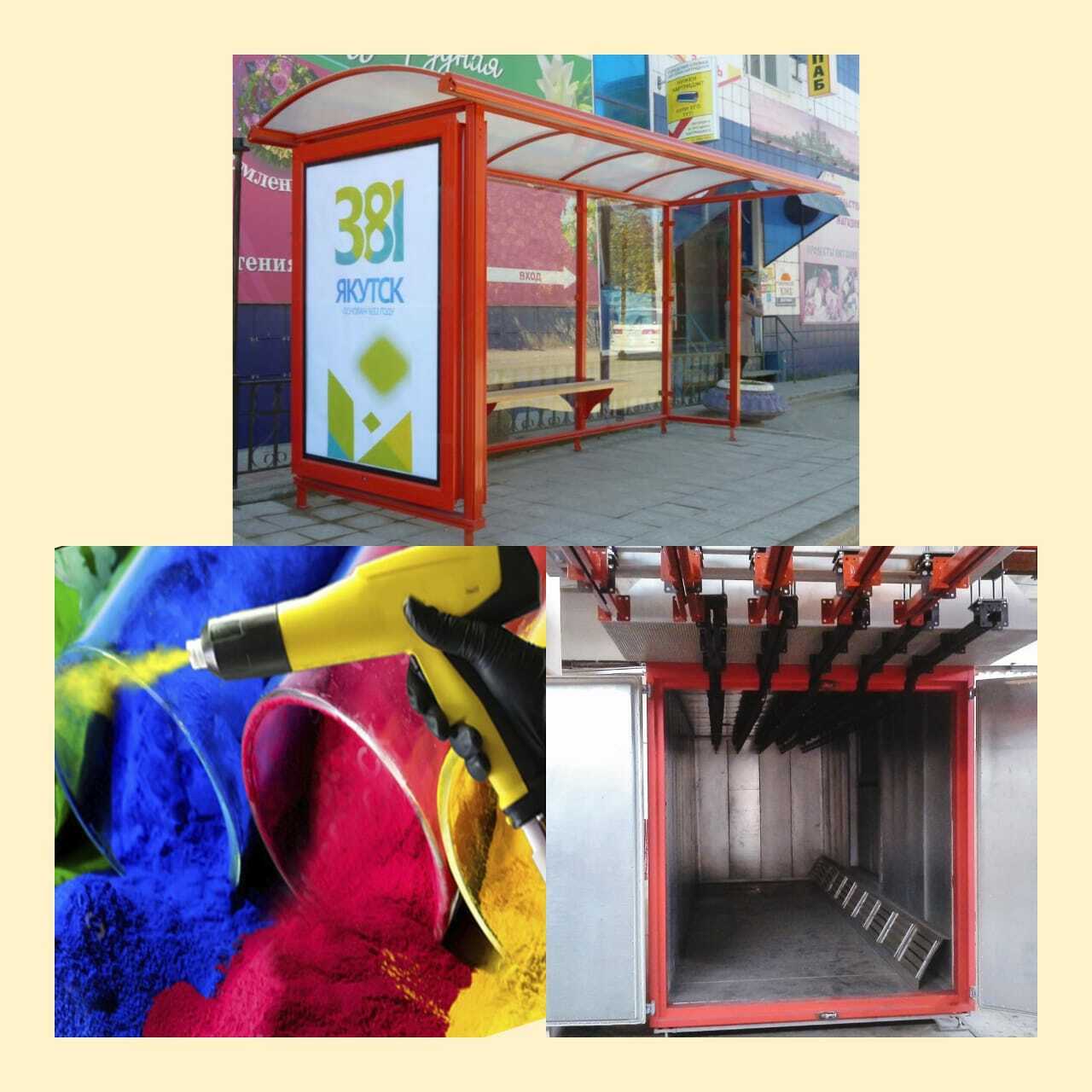
Подготовленная деталь размещается в отсек для напыления и при помощи краскопульта равномерно наносится сухой красящий порошок. Частички порошка под воздействием электрического напряжения прилипают к поверхности. Здесь требуется особая аккуратность, так как нанесенный слой не закреплен, и его легко можно стереть. Закрепить этот слой возможно только при помощи высокой температуры.
Окрашивание.
Металлические элементы остановочных павильонов, на которые нанесен мелкодисперсный порошок примерно на 60 минут помещаются в камеру полимеризации на специализированной раме, имеющей заземление. Там при температуре около 180-200 ᴼC происходит процесс плавления, в результате которого частицы пигмента сцепляются с окрашиваемой поверхностью, проникая в её поры.
Завершение процесса.
После камеры полимеризации никакой дополнительной обработки не требуется. Сушка происходит на открытом воздухе. Для того чтобы получить гарантированный результат, необходимо оставить изделие на сутки.
Порошковая краска на сегодняшний день занимает лидирующее положение в эволюции лакокрасочных материалов. Данный метод получил широкую популярность в силу большого количества плюсов, связанных не только с декоративными и эстетическими свойствами, которые получают конструкции. Главная и основная функция защита изделий от коррозии и гарантия их износостойкости в процессе эксплуатации. Также не маловажную роль играет экологичность материала, что особенно важно в настоящее время для сохранения здоровья окружающей среды.
Технология окрашивания не вызывает сложностей и восхищает результатом при условии, если такая работа выполняется квалифицированным специалистом на профессиональном оборудовании, как в компании Stop Bus.